歡迎來(lái)到馬鞍山市華科實(shí)業(yè)有限公司網(wǎng)站!

 13955550860
13955550860







從貨架焊管報廢原因分析資料中可以看出,軋輥調整工藝在貨架焊管生產(chǎn)過(guò)程中發(fā)揮著(zhù)十分重要的作用。即是說(shuō),在生產(chǎn)過(guò)程中,若軋輥損壞或磨損嚴重,則應在機組及時(shí)更換部分軋輥,貨架焊管廠(chǎng)家,或者某一型號貨架焊管連續生產(chǎn)足夠數量,應更換整套軋輥。
當更換焊接鋼管時(shí),需要對軋輥進(jìn)行相應的調整,才能保證貨架焊管質(zhì)量。相反,如果軋輥調整不當,貨架焊管哪家好,則很可能造成貨架焊管在焊縫中出現扭轉、搭焊、邊緣波動(dòng)、鼓包和管體表面有壓痕、劃痕,甚至橢圓度大等缺陷。
下面華科小編給大家介紹一下在換輥時(shí)要掌握的軋輥調整的操作方法。先要更換貨架焊管規格,一般全套軋輥都要更換。對輥式調整的步驟是:首先將機組進(jìn)料口和出料口的鋼絲拉出中心線(xiàn),進(jìn)行調整,使各架孔型在中心線(xiàn)上,使成型線(xiàn)符合技術(shù)要求。
在根據要求更換軋輥后,為保證貨架焊管的焊接質(zhì)量,貨架焊管批發(fā),還需要對成形輥、導輥、擠出輥、定徑輥進(jìn)行一次調整,然后重點(diǎn)調整了閉孔型、導輥、擠出輥的調整。引導輥的作用是控制貨架焊管的管縫方向和管坯底線(xiàn)高度,減輕邊緣伸展,控制管坯邊的回彈,保證管縫進(jìn)入擠壓輥的平直無(wú)扭轉。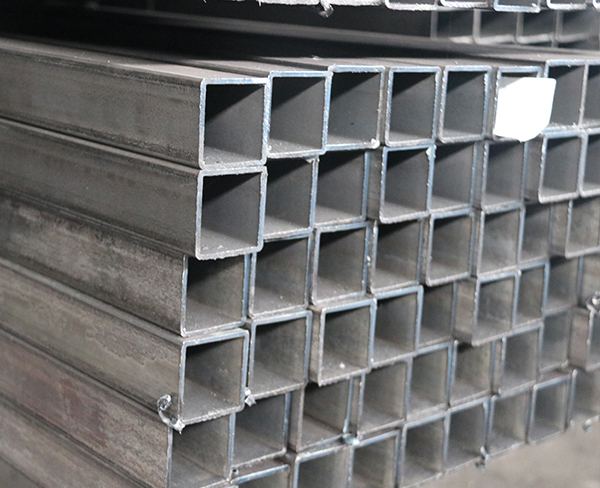
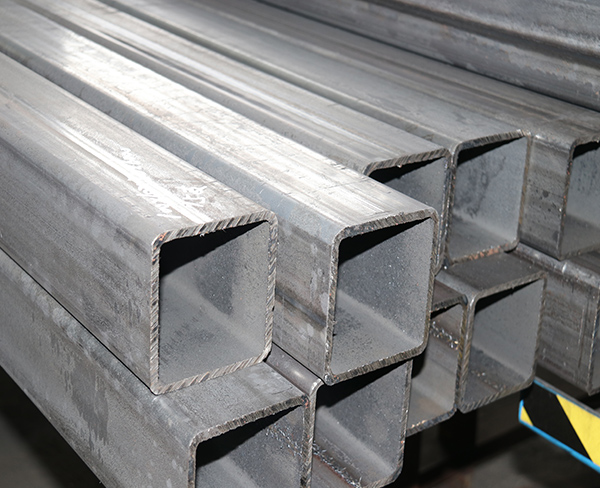
貨架焊管即有縫鋼管,其生產(chǎn)是將管坯(鋼板和鋼帶)用各種成型方法彎卷成要求的橫斷面形狀和尺寸的管筒,再用不同的焊接方法將焊縫焊合而得到鋼管的過(guò)程。相比于無(wú)縫鋼管焊管具有產(chǎn)品精度高,尤其是壁厚精度、主設備簡(jiǎn)單,占地小、生產(chǎn)上可以連續化作業(yè)、生產(chǎn)靈活、機組的產(chǎn)品范圍寬等特點(diǎn)。
螺旋鋼管生產(chǎn)工藝大致如下:
1、螺旋鋼管原材料即帶鋼卷、焊絲、焊劑。
2、成型前帶鋼經(jīng)過(guò)矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。
3、采用焊縫間隙控制裝置來(lái)保證焊縫間隙滿(mǎn)足焊接要求,管徑、錯邊量和焊縫間隙都得到嚴格的控制。
4、切成單根鋼管后,每批鋼管頭三根要進(jìn)行嚴格的首檢制度,檢查焊縫的力學(xué)性能,化學(xué)成份,溶合狀況,鋼管表面質(zhì)量以及經(jīng)過(guò)無(wú)損探傷檢驗,確保制管工藝合格后,才能正式投入生產(chǎn)。

1、低壓流體輸送用焊接鋼管(GB/T3092-1993)也稱(chēng)一般貨架焊管,俗稱(chēng)黑管。是用于輸送水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼管。鋼管接壁厚分為普通鋼管和加厚鋼管;接管端形式分為不帶螺紋鋼管(光管)和帶螺紋鋼管。鋼管的規格用公稱(chēng)口徑(mm)表示,公稱(chēng)口徑是內徑的近似值。習慣上常用英寸表示,如11/2等。低壓流體輸送用焊接鋼管除直接用于輸送流體外,還大量用作低壓流體輸送用鍍鋅焊接鋼管的原管。
2、低壓流體輸送用鍍鋅焊接鋼管(GB/T3091-1993)也稱(chēng)鍍鋅電焊鋼管,俗稱(chēng)白管。是用于輸送水、煤氣、空氣、油及取暖蒸汽、暖水等一般較低壓力流體或其他用途的熱浸鍍鋅焊接(爐焊或電焊)鋼管。鋼管接壁厚分為普通鍍鋅鋼管和加厚鍍鋅鋼管;接管端形式分為不帶螺紋鍍鋅鋼管和帶螺紋鍍鋅鋼管。鋼管的規格用公稱(chēng)口徑(mm)表示,公稱(chēng)口徑是內徑的近似值。習慣上常用英寸表示,如11/2等。
3、一般低壓流體輸送用螺旋縫埋弧焊鋼管(SY5037-83)是以熱軋鋼帶卷作管坯,經(jīng)常溫螺旋成型,貨架焊管,采用雙面自動(dòng)埋弧焊或單面焊法制成的用于水、煤氣、空氣和蒸汽等一般低壓流體輸送用埋弧焊鋼管。
4、一般低壓流體輸送用螺旋縫高頻焊鋼管(SY5039-83)是以熱軋鋼帶卷作管坯,經(jīng)常溫螺旋成型,采用高頻搭接焊法焊接用于一般低壓流體輸送用螺旋縫高頻焊鋼管。



掃一掃手機網(wǎng)站





 在線(xiàn)客服
在線(xiàn)客服 13955550860
13955550860 2392941@qq.com
2392941@qq.com